所有產品
所有產品產品中心
產品中心
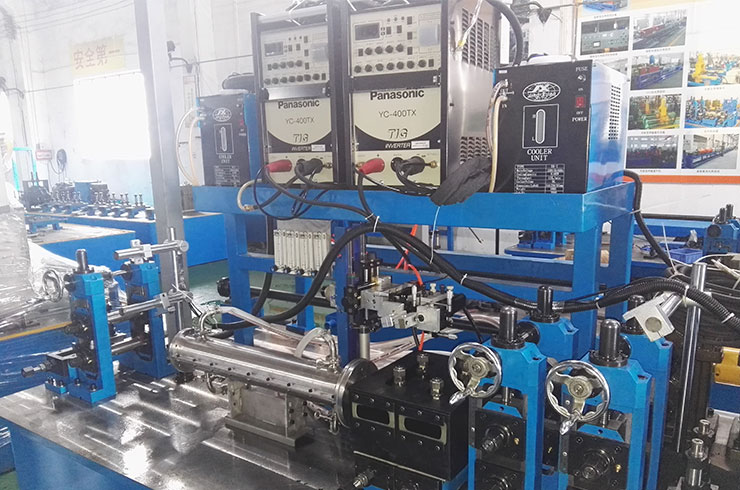
1.中頻脈沖控制(10-500Hz):
電弧挺度高,集中性好,適合鈦、不銹鋼等熱敏感性材料及超薄板的焊接。
2.低頻脈沖控制(0.5-30Hz):
適合各種金屬材料(鋁、鎂及其合金等除外)的中、薄板和管道的全位置焊接。 (脈沖電流、脈沖頻率、脈沖寬度及基值電流可無級調節。)
3.起始電流控制:
起始電流、收弧電流控制,改善起弧和收弧時的焊縫質量。
|
型號 |
YC-315TX |
YC-400TX |
||
|
控制方式 |
|
IGBT逆變 |
||
|
額定輸入電壓 相數 |
|
AC380V 3相 |
||
|
輸入電源頻率 |
Hz |
50/60 |
||
|
額定輸入容量 |
kVA/kW |
8.8/8.3 |
13.9/13.2 |
|
|
額定輸出電流 |
A |
315 |
400 |
|
|
額定輸出電壓 |
V |
22.6 |
26 |
|
|
額定負載持續率 |
% |
60 |
60 |
|
|
空載電壓 |
V |
防觸電[有]:13,[無]:64 |
防觸電[有]:13,[無]:73 |
|
|
輸出電流范圍 |
TIG |
A |
4~315 |
4~400 |
|
|
STICK |
A |
20~315 |
20~400 |
|
輸出電壓范圍 |
TIG |
V |
10.2~22.6 |
10.2~26 |
|
|
STICK |
V |
20.8~32.6 |
20.8~36 |
|
起始電流 |
A |
4~315 |
4~400 |
|
|
脈沖電流 |
A |
4~315 |
4~400 |
|
|
收弧電流 |
A |
4~315 |
4~400 |
|
|
電流上升時間 |
S |
0或0.1~5 |
||
|
電流下降時間 |
S |
0或0.2~10 |
||
|
提前送氣時間 |
S |
0.3 |
||
|
滯后停氣時間 |
S |
2~20 |
||
|
電弧點焊時間 |
S |
0.2~5 |
||
|
脈沖頻率 |
低頻 |
Hz |
0.5~30 |
|
|
|
中頻 |
|
10~500 |
|
|
脈沖寬度 |
% |
5~95 |
||
|
收弧電流控制方式 |
- |
收弧[有]、[無]、[反復]三種控制方式 |
||
|
引弧方式 |
- |
高頻引弧 |
||
|
外殼防護等級 |
- |
IP23 |
IP23 |
|
|
絕緣等級 |
- |
H(主變B級) |
||
|
冷卻方式 |
- |
強制風冷 |
||
|
外形尺寸(W×D×H) |
mm |
327×555×602 |
327×555×602 |
|
|
重量 |
kg |
42 |
43 |
|

 在線洽談
在線洽談



 s
s